Complete Guide to PCB Lead Cutting and Forming Machines
By
tian81259@gmail.com
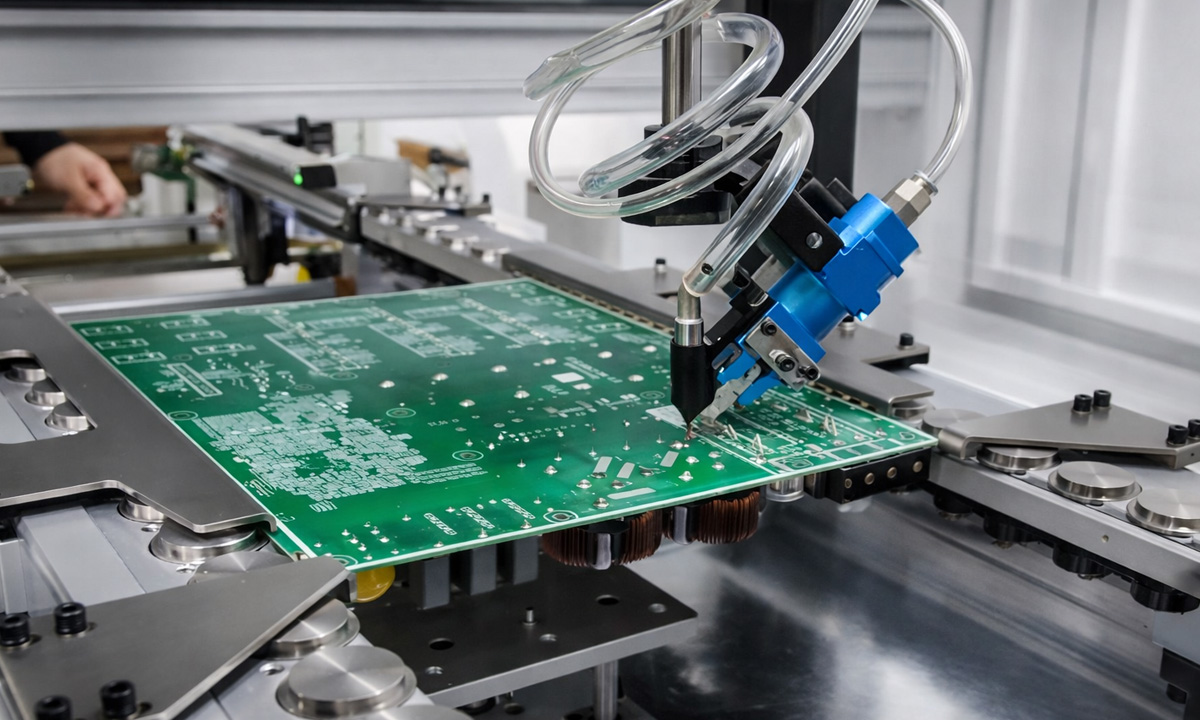
In through-hole (THT) and mixed-technology PCB assembly, lead cutting and forming is one of those “small steps” that quietly determines the final yield. Whether you’re processing resistors, radial electrolytic capacitors, diodes, LEDs, or power packages like TO-220/TO-247, consistent lead geometry directly affects insertion stability, solder joint quality, creepage/clearance, mechanical stress, and long-term reliability.
This guide breaks down what PCB lead cutting & forming is, why it matters, the main forming types, typical components, machine categories (manual / semi-auto / automatic), common problems and their quality impact, and a practical equipment selection framework for engineers and buyers.
What Is PCB Lead Cutting & Forming?
PCB lead cutting & forming refers to the process of trimming component leads to a defined length and shaping them into the geometry required for PCB insertion or mounting.
It typically includes one or more of the following steps:
Lead cutting: trimming leads to a target length (e.g., after forming or before insertion)
Lead straightening: removing shipping bends, improving insertion consistency
Lead spacing (pitch) setting: matching PCB hole pitch
Lead bending: creating a specific bend angle and bend radius
Kink / jog / offset forming: adding a controlled offset for standoff or stress relief
Stand-off forming: maintaining a designed gap between component body and PCB
Clinching / retention forming: improving retention before soldering (in some workflows)
The goal is to produce repeatable lead geometry that aligns with PCB design requirements and assembly method (manual insertion, auto insertion, wave soldering, selective soldering, etc.).
Why Lead Forming Matters for PCB Assembly
Lead geometry affects far more than “fit.” In production, lead cutting and forming influences:
1) Insertion success and cycle time
Correct pitch + consistent lead straightness = fewer jams and less rework
For auto insertion, small deviations can create repeated stoppages
2) Solder joint quality and reliability
Consistent protrusion length and lead angle improve solder fillet formation
Overly short leads can weaken joints; overly long leads can cause bridging or poor fillet shape
3) Mechanical stress and component damage
Incorrect bend radius or excessive forming force can crack plating, create micro-fractures, or stress the seal on diodes/caps
Sensitive parts (glass diodes, some LEDs, film capacitors) can be easily damaged without controlled tooling
4) Creepage/clearance and safety compliance
Especially in power supplies, inverters, and industrial designs
Lead placement errors can violate spacing rules and trigger compliance issues
5) Yield and long-term field performance
Poor forming increases latent defects (cracks, stress, loose joints) that show up after thermal cycling or vibration
In short: lead forming is a quality gate. You can have excellent PCB design and soldering, but inconsistent lead prep will still reduce yield.
Main Forming Types (Cut / Bend / Kink / Stand-Off)
Different assemblies require different lead shapes. The most common forming types include:
1) Cut (Lead Trimming)
Purpose: Set final lead length and improve consistency.
Common targets:
Uniform protrusion for wave soldering
Clearance management in high-density assemblies
Cosmetic or safety requirements
Key control points:
Cut length tolerance
Burr control (burrs can cause shorts or poor solder wetting)
Blade wear monitoring
2) Bend (Right-angle / L-form / U-form)
Purpose: Match PCB footprint or mechanical layout.
Typical bend styles:
90° bend for mounting or routing
L-form for insertion profiles
U-form for specific retention or packaging
Key control points:
Bend angle tolerance (e.g., ±1–2° depending on application)
Bend radius (avoid micro-cracks and stress)
Bend position relative to component body (avoid damaging seals)
3) Kink / Jog / Offset Forming
Purpose: Add an offset section that can:
Provide stress relief
Maintain stand-off
Improve insertion alignment
Reduce stress transferred to solder joint
This is widely used when you need controlled mechanical compliance (vibration, thermal expansion, or wave-solder flow needs).
Key control points:
Offset distance
Offset position
Lead parallelism after forming
4) Stand-Off Forming
Purpose: Maintain a defined gap between component body and PCB surface.
Why it matters:
Improves solderability and cleaning
Helps thermal management (airflow gap)
Protects components from flux residues and PCB surface stress
Key control points:
Stand-off height uniformity
Body-to-bend distance
Avoiding body contact / scratching
Typical Components Processed by Lead Cutting & Forming Machines
Resistors (axial): common for cut + kink + pitch adjustment
Radial capacitors: pitch forming + lead trimming; stability is critical to avoid tilt
Axial capacitors: similar to axial resistor, but often with different lead stiffness and body fragility
Film capacitors: can require gentler forming, controlled radius
Discrete semiconductors
Diodes: glass or epoxy bodies may require strict stress control
LEDs (THT): optical parts often need stand-off control and lead length consistency
Power packages
TO-220 / TO-247 / similar: thicker leads, higher force, higher wear; forming must avoid cracking plating or deforming lead width
Power modules / special packages: often require custom tooling
Practical note: Component lead material (tinned copper, steel core, plated alloys) and lead diameter dramatically change forming force, tooling wear, and achievable tolerance. Always match equipment capability to lead diameter and hardness.
Manual vs Semi-Auto vs Automatic Machines
When selecting a pcb lead forming machine or pcb lead cutting equipment, the biggest decision is the automation level.
1) Manual Machines
Best for:
Low volume
Prototyping
R&D labs and small batches
High-mix, low-repeat work
Pros:
Low cost
Simple operation
Quick to start
Cons:
Operator variability affects tolerance
Lower throughput
Higher fatigue and inconsistency over long runs
2) Semi-Automatic Machines
Best for:
Medium volume production
Multiple SKUs with repeat orders
Plants that need stable output without full automation investment
Pros:
Better consistency than manual
Improved throughput
Often adjustable via mechanical settings (pitch/length)
Cons:
Still relies on manual feeding or partial handling
Setup time matters if SKU changes are frequent
3) Automatic / Fully Automatic Machines
Best for:
High volume
Standardized products
Tight tolerances and high yield requirements
Integration with upstream/downstream processes
Pros:
Highest consistency
High throughput (stable takt time)
Lower labor cost per unit and fewer human errors
Cons:
Higher initial investment
Needs stable component supply and standardized process windows
Tooling and maintenance become more critical
Process Parameters That Determine Quality
Regardless of machine type, lead forming quality is controlled by measurable parameters. These are the ones that usually decide pass/fail:
1) Pitch (Lead Spacing)
Must match PCB hole pitch
Tolerance depends on insertion method (auto insertion usually stricter)
Monitor: pitch drift from tooling wear or misalignment
2) Lead Length (Cut Length / Protrusion Length)
Too short: weak solder joints / poor retention
Too long: bridging risk / collision / cosmetic issues
Monitor: blade wear, component position repeatability
3) Bend Radius
Too small: micro-cracking, plating damage
Too large: fitment issues, geometry interference
Monitor: die radius wear and material variability
4) Bend Position (Distance to Body)
Critical for diodes/caps/LEDs where body seals are sensitive
Monitor: fixture reference stability
5) Lead Straightness and Parallelism
Impacts insertion success
Monitor: guide alignment, feeding stability
Common Problems & Quality Impact
Below are the frequent failure modes seen in lead cutting and forming—and why they matter.
Problem 1: Lead cracks or plating fractures after forming
Symptoms: hairline cracks, poor solder wetting, early failure after thermal cycling Common causes: bend radius too tight, excessive forming force, poor die condition Impact: latent reliability issues (worst kind)
Problem 2: Burrs after cutting
Symptoms: sharp edges, inconsistent solder, possible shorts Common causes: worn blade, incorrect blade angle, material hardness mismatch Impact: solder quality problems, safety concerns, rework
Problem 3: Pitch inconsistency
Symptoms: insertion difficulty, bent leads during insertion, machine jams Common causes: tooling looseness, guide wear, inconsistent part positioning Impact: yield drop, downtime, throughput reduction
Symptoms: cracked diode glass, capacitor seal stress, LED lens stress Common causes: forming too close to body, no stress relief support, wrong fixtures Impact: immediate scrap or latent failures
Equipment Selection Overview (How to Choose the Right Machine)
Here is a practical framework to choose the right lead cutting and forming equipment.
Step 1: Define your component and geometry requirements
1) What tolerance should a PCB lead forming process target?
It depends on insertion method and hole design. Auto insertion requires tighter repeatability than manual insertion. The safest approach is to set tolerance based on your PCB hole size, lead diameter, and insertion equipment capability.
2) Can one machine handle resistors, capacitors, diodes, LEDs, and TO-220 parts?
Sometimes, but not always efficiently. Wide component variety often requires different tooling sets or even dedicated machines for high-volume lines. A “one-size-fits-all” setup may increase changeover time and reduce precision.
3) What causes lead cracking after forming?
Most often: bend radius too small, forming too close to component body, or excessive force due to material hardness mismatch or worn tooling.
4) How often should blades and dies be replaced?
There’s no universal schedule—material hardness, lead diameter, speed, and maintenance practices all matter. A good plan is to track wear by output count and defect rate trend rather than waiting for failure.
Final Takeaway
A pcb lead cutting equipment or pcb lead forming machine isn’t just a convenience tool—it’s a yield and reliability lever. The best-performing setups focus on:
Controlled geometry (pitch, length, radius)
Stable referencing (component positioning)
Tooling wear management
Matching automation level to product mix and throughput